0539 -8607610
1. Raw material preparation
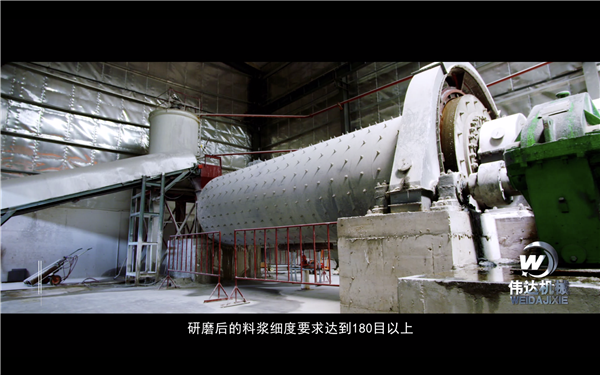
First of all, materials such as sand or fly ash are added to the four-bin hopper, which are measured by belt scale and then conveyed to the ball mill for grinding. (Water is controlled by the flow meter and the regulating valve to ensure the ratio of the slurry.) The Grind fineness needs to be more than 180 mesh, and then enter the slurry pool, the slurry pump will transfer the ground slurry to the slurry tank for storage,there are 3 tank for new slurry and 2 waste slurry in slurry tank area.

2. Lime treatment
The lime block is added to the lime hopper for crushing, and then the crushed lime is lifted into the granular lime silo by a bucket elevator for storage and use. The whole process is equipped with a dust collection system, and the granular lime is ground by a dry ball mill To 200 mesh fineness, and then lifted to the lime powder silo for storage by elevator, (cement is transported to the cement silo by cement tank truck for storage)

3.steel bar Mesh cage preparation
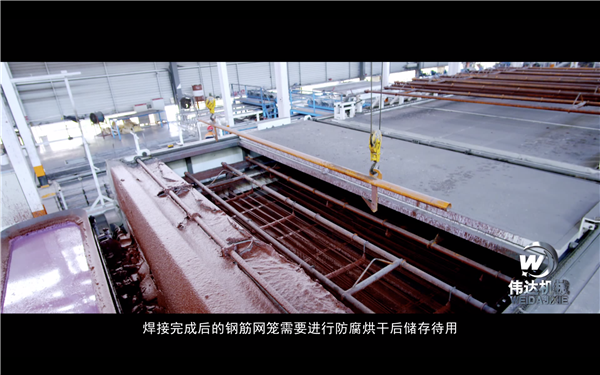
The coiled steel bars are straightened, cut, and welded by an automatic mesh welding machine. The welded steel mesh cages need to be dried and do anti-corrosion treatment before storage. After Pull out brazing, the mesh cage frame and steel braze need to be adjusted and cleaned to assemble into mesh cage . The completed cage frame is transported by the ferry car and the mesh cage frame conveyor to the plug-in station. The hoisting truck inserts and brazes the cast mold frame.

4. Ingredients pouring
After the precise metering, the materials are automatically proportioned. After being fully mixed under the high-speed stirring of the pouring mixer, the bubble carding machine which under the pouring mixer is lowered into the mold box , the bubble card machine vibrates and slowly lifts to even out the slurry Bubbles inside. During the product panels, the cast mold box is transported by the pouring ferry car and transported to the plugging position through the friction wheel. The prepared mesh cage is placed in the mold box to complete the plugging and continue walking to the rest room.

5. Resting-turning-cutting
After the completion of brazing, the mold box is transported to the static culture ferry car by the friction wheel, and then transferred to the empty mold box through the high speed static culture ferry car. The blank body undergoes the process of gas generation, initial setting, and hardening to complete the static culture.
When producing panels, the blanks first go through the brazing process after exiting the static curing chamber, that is, the frame and steel brazing are pulled out from the mold. The unloaded frame returns with the saddle. After the brazing, mold is run to the demoulding position, the blank is demolded by the flipping demoulding machine and placed accurately on the positioning cone pin of the No. 1 cutting trolley, and then the flipping demoulding machine returns the empty mold box and the side plate to the return system Re-clamp the side panels that have been cleaned up. After the mold is closed, the mold box returns to the mold box return track, and the next cycle of oiling and pouring is continued.
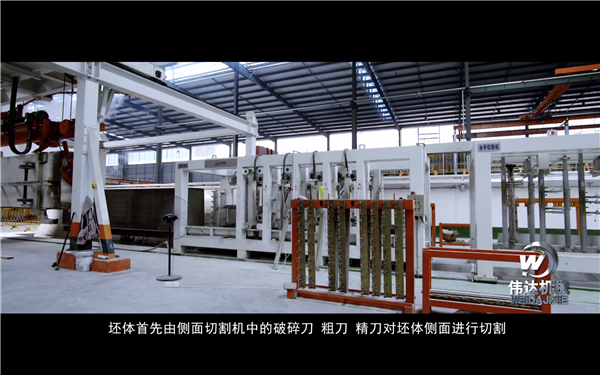
The blank is firstly cut by the crushing knife, rough knife and fine knife in the side cutting machine, and the groove of the plate is processed at the same time, and then the thickness of the plate and the block are accurately cut by the horizontal cutting machine. Distribute sheet scraper, adjust the scraper stroke of the side cutter, which can meet the production of 400-600mm size products.) The cut blank travels under the vertical cutter for vertical cutting, and the vertical cutter frame swinging cutting unit For the fixed type, the relative motion required to complete the cutting is lifted by the blank body, so as to ensure the durability and repeatability of the cutting. (After cutting the top skin is sucked up by the vacuum suction cover, after the blank is removed, it falls into the cutting groove and is recycled).
Among them, the vertical cutting machine adopts the Iraqi type design: after the No. 1 trolley travels under the vertical cutting machine, the lifting frame lifts the blank and the bottom plate at the same time for cutting, and at the same time, the No. 1 trolley returns to meet the next blank after demolding. The cut blank is transported by the No. 2 trolley to the bottom of the semi-finished product handling machine. After the semi-finished product transporter is transported to the steaming curing car for grouping, the No. 2 trolley travels back to the vertical cutting machine to prepare to accept the cut blank and the side panels.

6. Grouping into the kettle and pre-maintenance before the kettle
Before the kettle, the semi-finished product handling machine will transfer the blanks to the steam curing car, and then transfer it to the pre-conditioning room by the shuttle bus in front of the kettle, and then the marshalling steam car will be dragged to the pre-conditioning room by the traction machine and wait for entering the kettle. . (Steaming starts after the completion of the autoclave, and the autoclave is used for steam distribution in the autoclaving process)

7.out of the kettle ,finished product breaking and packing
After the steam curing is completed, the autoclave is first depressurized and depressurized. Then, the ferry car that pulls out the kettle pulls out the steamed car and the blank body, transfers it to the carriage return track, and then transfers it to the unloading branch by the tractor Position, the single-mode blank is transported to the side plate return system by the product handling crane, and the side plate return system transports the blank to the splitter for splitting, and then continues to transfer the blank to the single Under the mold fixture, after being sent to the stacking platform by the single mold fixture; the side plate is hoisted to the storage area for standby. When the plate is produced, the waste on the side plate is recovered and cleaned by the waste processing system.
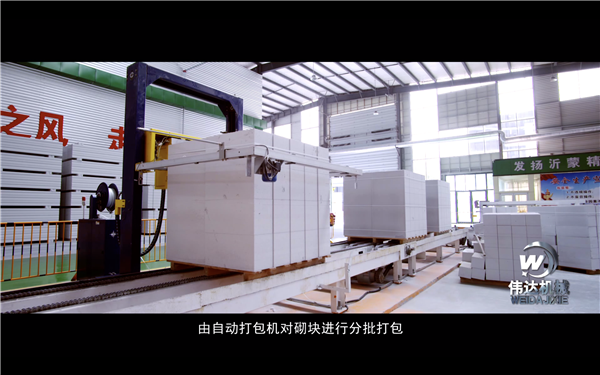
After the two mold blanks are pinched, they are stacked by a stacking platform. The dual die clamps transfer the stacked blanks to the block conveyor chain (the plates are transported to the plate conveying line or transfer car by the pinch conveyor) Off-line by forklift). The automatic packing machine packs the blocks in batches, and finally the forklift is off the assembly line to the finished product placement area

Integrity builds quality, and quality builds the brand. Under the guidance of the company's "people-oriented, technology leadership, quality win, and customer service" business philosophy, Weda Machinery continues to provide customers with better products and services. Relying on advanced product production lines and adhering to the spirit of craftsmen, Weda Machinery will surely achieve one leap after another!

 AAC machine
AAC machine